6 min reading
Pet Food Processors: Tubular Drag Conveyors Double the Volume
Enclosed 8” cable and disc systems can safely, gently convey volumes comparable to belt or bucket systems with less power, product loss, damage, or downtime
Enclosed 8” cable and disc systems can safely, gently convey volumes comparable to belt or bucket systems with less power, product loss, damage, or downtime
Pet food processors have long sought a safer, more energy-efficient means to convey product with less spillage, breakage, or downtime due to necessary cleaning and maintenance. Although tubular drag conveyors have offered these desired attributes compared to belt, bucket, or pneumatic systems, many in the industry selected these traditional options to move higher volumes or larger-sized products.
Now, however, 8' diameter tubular drag conveyors have become widely available that essentially double the volumes of smaller 6' units. This provides comparable volumes and pricing to conventional industrial systems and enables the transport of much larger product sizes than previously possible.
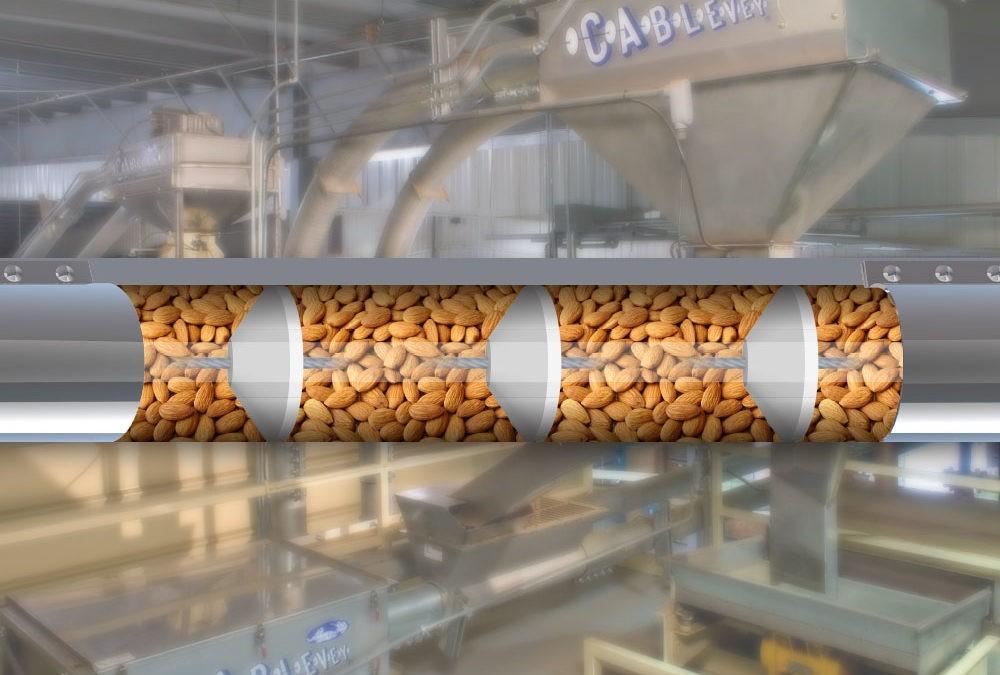
Tubular drag cable conveyors gently move product through a sealed tube using a coated, flexible stainless-steel drag cable pulled through on a loop. Solid circular discs (flights) are attached to the cable, which push the product through the tube without the use of air. These conveyors excel in transporting delicate, precise blends for a wide variety of food types in versatile layouts and configurations.
'Today, 8' tubular drag cable conveyors can move up to 2,000 Ft³ and 80,000 pounds per hour depending on the bulk density of materials. The units can transport product as large as whole potatoes and midsized grapefruit, and are increasingly used to convey pet food, cereal, nuts, and whole fruit,' says Clint Hudson, Engineering Manager at Cablevey Conveyors, a mechanical conveyor manufacturer that serves the pet food, specialty food, coffee, nut, powder, and produce markets.
Optimizing Food Processing
According to Bob Owen, Director of Product Performance at Cablevey, the primary reasons why industry professionals are turning to the higher volume tubular drag cable conveyors include improved power use, safety, product preservation, product quality, and production uptime.
1. Power Consumption
As energy prices continue to rise, pet food processors are paying more attention to reducing the power required to convey materials. Within plants, the motors needed to convey large volumes of food materials can vary greatly in power consumption. At the high end are pneumatic conveyors that utilize air to move product at high velocity through an enclosed line by creating air pressure above or below the atmospheric level. High-volume pneumatic conveyors generally require larger, power-hungry motors up to 20-50 HP or more that run fans, blowers, and rotary valves.
At the mid-range of power consumption are belt conveyors and bucket elevators. In a typical conveyor belt system, a belt forms a closed loop and stretches across two or more pulleys with a drive pulley that enables it to rotate continually. Bucket elevators move material using buckets attached to a rotating belt or chain. The buckets pick up material, move it to an endpoint, discharge material, and return to the starting point to pick up a new load. To convey a similar, high-volume amount of material, belt conveyors and bucket elevators would typically utilize approximately 25 HP motors, says Owen.
At the low end of power consumption are 8' tubular drag cable conveyors, which would usually use a 7.5 HP motor to move a comparable, voluminous amount of material.
'The drag cable pulls the solid circular discs (flights) attached to the cable at low speed through a loop, which requires less energy than conventional methods. The ample size and number of the discs on 8' units enable conveying a similar amount of material as traditional belt, bucket, or pneumatic units,' says Owen.
2. Safety
Open systems such as bucket elevators and belt conveyors are common in the pet food industry but have substantial drawbacks in terms of the potential for contamination. With either type of system, any product that is left uncovered can potentially expose it to contaminants and moisture in the surrounding environment. Open systems also allow product spillage onto the plant floor, which can present a slip and fall hazard if not promptly addressed.
Unlike open systems, closed systems like tubular drag cable conveyors and pneumatic units effectively seal off product from the outside environment and any potential contamination from that source. The enclosed nature of the systems ensures no dust escapes that could lead to an unsanitary and potentially dangerous coating of dust on the floor or process equipment. The result is a safer, cleaner, dust-free work environment and reduced risk of dust explosions if the product is in powdered form.
The enclosed systems also eliminate the inherent risk of slip and fall incidents due to product discharge onto the processing area floor.
3. Product Preservation
Enclosed conveyors prevent the product loss intrinsic to open systems such as belt or bucket utilizing units. Once food product is in the enclosed tube, it cannot fall out, and no powdered product is lost in the form of escaped dust. Preventing product loss can offer considerable benefits to the food processor's profitability with surprisingly quick ROI in some cases.
In the example of an international pet food manufacturer processing dog kibble, a bucket elevator was allowing excessive product loss due to spillage. 'When the pet food manufacturer switched to an 8' tubular drag cable conveyor, they minimized product spillage and reported a 1-year ROI for the system,' says Owen.
4. Product Quality
For product that is delicate or presents a higher value in undamaged form, preserving product integrity is important. However, the rough mechanical action of scooping/dumping product from buckets can cause incidental damage, lowering value. So can the high-velocity conveyance of pneumatic systems through vertical/horizontal tubing, turns, and sweeps, which can batter product during the process.
In contrast, tubular cable conveyors offer a gentler alternative. When the systems move product through a sealed tube using a coated, flexible stainless-steel drag cable pulled through on a loop, the solid circular discs attached to the cable push the product at low speed through the tube without the use of air, preserving product integrity and minimizing waste.
'After a cereal manufacturer turned to a high-volume tubular cable conveyor it was able to reduce product damage,' he says. The premium for processing high-value products whole and unblemished can be even greater for some products like nuts.
'One food processor that used almonds in its recipe was only able to sell its product for 40 cents a pound if the almonds were damaged. The same product sold for $4 a pound if the almonds were whole and undamaged,' says Owen. He notes that the processor chose to use a tubular cable conveyor to minimize product damage and optimize the sales price.
5. Production Uptime
To reduce production downtime, pet food processors also increasingly expect conveyor systems to be designed for easy cleaning and maintenance. In this regard, bucket elevators are particularly difficult to clean in preparation for production line changeovers. To clean them, each bucket must be time consumingly removed and cleaned inside and out to remove accumulated residue. Belt conveyors are usually cleaned with scrapers, but this can still leave product residue that must be removed with a more thorough method. If not cleaned properly, the food product conveyed must be discarded due to contamination, which equates to lost profit. Or worse, consumers could be harmed, resulting in costly recalls, damage to brand and reputation, or even potential litigation and liability.
With closed conveyors, cleaning is also a mixed bag. Pneumatic conveyors can still be relatively time consuming to clean and sanitize if any manual procedures are involved. With regard to maintaining cleanliness, tubular drag cable conveyor systems generally offer more options for dry and wet tube conveyor cleaning. These include brush boxes, urethane wipers, air knives, inline sponges, inline bristle brushes, and multi-step, essentially automated Clean-In-Place (CIP) wet cleaning.
'Using more automated forms of cleaning like inline wipers, sponges, and air knives or CIP wet cleaning can result in hours of additional production uptime after every product change, compared to conventional manual methods,' says Owen.
Pet food processors are generally more familiar with traditional belt, bucket, or pneumatic systems than with tubular drag cable conveyor systems. Previously, processors had selected these familiar systems when they required higher capacity. Today, however, 8' tubular drag cable units can basically match the high-volume output of the traditional systems but with significant advantages in power consumption, safety, product preservation/quality, and production uptime.
For more info visit https://cablevey.com
By Del Williams - Technical writer based in Torrance, California.
Source: All Pet Food
You could be interested: Countdown to Pet Food Conveyor Launch: Starting Up On Time and With Confidence


Conveying Systems


29/08/2023
New German test facility allows processors to try solutions before they buy

Events

Pet South America 2026
12 to 14 August, 2026
São Paulo Expo, Brazil
https://petsa.com.br/

Pet Fair Asia 2026
19 to 23 August, 2026
Shanghai, China
https://en.petfairasia.com/

CIPAL 2026
23 to 24 September, 2026
Buenos Aires, Argentina
https://cipal.com.ar/?lang=en

PETZOO Eurasia
07 to 10 October, 2026
İFM- İstanbul Expo Center
https://petfuari.com/en/

SINPET 2026
15 to 16 October, 2026
Porto Alegre, Brazil
https://www.instagram.com/sinpet2026/

FIGAP 2026
21 to 23 October, 2026
Guadalajara, Jalisco, Mexico
https://figap.com/

Pet Fair South East Asia
28 to 30 October, 2026
Bangkok, Thailand
https://petfair-sea.com/

All Pet Food Day
25 November, 2026
Guayaquil, Ecuador

ZOOMARK 2027
11 to 13 May, 2027
Fair District
https://www.zoomark.it/en/
Advertising