




10 min reading
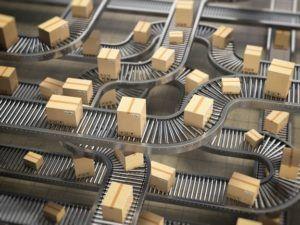
The Complete Guide To Industrial Conveyors
In 2020, the global conveyor market was estimated at $7.73 billion. By 2026, this value is expected to increase up to $10.07 billion. Short production cycles, advancements in e-commerce (especially due to the global health pandemic), and an improved international flow of goods all contribute to the growth of the conveyor market. The globalization of the economy is a direct result of the automation that conveyors bring.
If your business needs a new, faster, and more reliable way of transporting items (raw materials, goods, or products) within the same facility or area, industrial conveyor systems are the right solution.
The complete guide to industrial conveyors will present you with the basics of what you need to know about these systems, how they work and how they are used, and how you can select the best type of conveyor for your organization.
Conveyor Systems: Definition

Intralogistics is the process of managing the flow of information and material goods inside a production or distribution facility. Conveyor systems are an important segment of intralogistics. They serve to transport bulk products, raw materials, goods, or any other type of materials from point A to point B that are usually located in the same area or even building.
The industries that benefit the most from conveyors include:
- Mining industry
- Warehouse and logistics
- Agricultural industry
- Aerospace industry
- Chemical and pharmaceutical industries
- Food processing industry
- Packaging industry
- Beverage industry
- Automotive industry
- Bottling and canning industry, and more
The main reason why industries have almost completely switched to automated material handling and transport is that this enables them to move vast amounts of material and continuously operate. Compared to workers who need rest, conveyor systems don't need much downtime due to maintenance and cleaning. They can run almost non-stop, which means the production numbers of your facility will skyrocket.
The System Breakdown
How does an industrial conveyor system work, anyway?
Depending on the type of material it is handling and its purpose, different conveyors, work differently. Nevertheless, all of them have a few basic components they cannot function without Drive
There are three most common drivers (power sources) for conveyor technology:
- Motors
- Gravity
- Manual drive
Industrial systems are typically powered by motors. The most prevalent motors for conveyors are three-phase AC motors, perfect for systems that continuously run in one direction. Single-phase comes with starting windings and capacitor delays, which are not suited for conveyor systems. Most facilities utilize 440V motors because, with high voltage, there are lower transmission losses over the grid.

However, not all conveyors need to be powered by electricity.
Manual and gravity-based systems are usually centered around rollers. Rollers inside a frame allow workers to push an item from one point to another if the frame is horizontal or slide it down an angle if the frame is tilted. These conveyors do not require any energy to function and are a good fit for packaging processes, where large, non-fragile items are moved around.
Mode of Transfer
The main difference between conveyor types is the way they move materials. This can be done in any number of ways or combinations determined by the production facility's goals. You will often run into the following methods of transporting goods:
Belts – made from various materials that rest on a steel frame that supports them and the items they're moving.
Chains – endless chains move thanks to sprockets at each end of the trough.
Buckets – containers attached to belts, cables, or chains that move the material along.
Cables – moving materials with the help of a coated, flexible, stainless steel drag cable with discs attached to it.
Pneumatic – moving materials thanks to compressed air (positive conditions) or a vacuum (negative conditions).
Screw or auger – a helical blade called an auger, typically placed inside a tube, that rotates and moves the material.
Aero-mechanical – the material is driven at high speeds on evenly spaced discs.
These are just some of the examples of how conveyors transport materials. Which one is most suitable for your business depends on a series of factors we will cover in a bit.
Support
An industrial conveyor system would not be able to operate without many of its support mechanisms. It needs the proper frames to hold the belts, chains, sprockets, buckets, and similar components. It also requires cleaning or maintenance features.
Controls
Lastly, industrial conveyors are controlled in various ways. Some operate only in one direction, while others can reverse direction if needed. All conveyors should be outfitted with emergency stop buttons and safeguards in case of an accident.

Conveyor Applications
What are industrial conveyor systems used for? We already mentioned that their primary purpose is to move products or materials. These systems can also store and buffer materials if the process requires it.
Here are the main applications of an industrial conveyor system:
Moving Materials
Standard transport. If there is a need to move the same type of material from the same starting point to the same endpoint over and over again, there is no point in forcing workers into these repetitive motions that might damage their health. The movements of forklifts can also be reduced by installing a conveyor that will cover this distance and take over the transport.
Heavy load transport. Some items cannot be moved due to their size and/or weight. Special conveyor systems are built for materials that are too large or too heavy for a worker or forklift.
Assembly conveyor. Working on an assembly line requires a conveyor to move an item as workers perform their tasks. These conveyors are frequently used in a wide range of industries, especially in the automotive sector.
Protection from damage or injury. Some items are not too heavy or too difficult to move. However, performing repetitive movements, such as transporting a product from one location to another, represents a danger to workers' health. Conveyors can achieve the same in less time and with much less muscle strain involved.
Also, some products or materials are too fragile to be moved by hand or forklift. Human error is a significant factor in why businesses suffer losses in the manufacturing process. To reduce this risk, it is good to introduce conveyors as a safe way to transport easily damaged products.
Bulk material transport. Gravel, sand, iron ore, coal, and similar are not easy to transport no matter what your options are. The right type of conveyor can prevent many headaches when it comes to moving materials in bulk.
Complete automation. In the end, perhaps you are aiming to automate your business from head to toe. If there are no workers involved in some segments of your production, conveyors and robots, go hand in hand. If robots deliver products to the conveyor or receive them from the conveyor, it is easy to control the production and adjust it for just the right output you need.
Storing and Buffering
Product storage. If there is a demand for product storage before the next production step, specific conveyors can accommodate this.
Accumulation bank. An accumulation bank is also called a buffer. This is a flexible type of storage that manages the flow of production. A buffer can either be increased or decreased depending on the demands of the process.

Conveyors can also allow workers to sequence and resequence products between processes. Organizing products into batches and prioritizing them increases productivity.
Types of Conveyor Systems
Based on this outline of conveyor basics, it is rightful to assume that there are various systems. So, what are the different types of industrial conveyors? Let's explore the seven most common conveyor types.
Aero-Mechanical Conveyors
Aero-mechanical systems are made from a steel tube with a circulating rope running through it. Evenly spaced discs along the rope carry material, creating an airstream by moving at high speeds inside the tube. These speeds generate a centrifugal force that ejects the material once it reaches its destination.
These conveyors can operate vertically or horizontally and are quite flexible. They convey materials at high velocities, depending on their application, and are easy to clean.
At the same time, these velocities lead to compromised material integrity. If the goal is to reduce material breakage in such a system, the speed should be slow and steady. Aero-mechanical conveyors also require rope-tensioning, making them difficult for maintenance.
Auger (Screw) Conveyors
Auger is a helical blade (a screw) that moves granular or liquid materials by rotating, usually inside a tube. The rate at which the material is transferred is directly related to the rotation speed of the auger. It is one of the first conveyors to be invented since ancient Greeks used it to transport irrigation water.
Screw conveyors are good at transporting semi-solid materials, like food waste, municipal solid waste, animal feed, meat, boiler ash, aggregates, and similar. They are also easy to clean and maintain because they don't have many moving conveyor components.
Unfortunately, auger conveyors can compromise blends and lead to material breakage. Their efficiency isn't as high in steep inclines, and it cannot be used in spaces that require multiple planes.
Belt Conveyors
Belt conveyors are arguably the most common type of conveyor, found in practically every sector. They have two or more pulleys and a closed loop of material (the belt) that rotates around them. A motor can power these pulleys to move the belt and its materials in the right direction.
There are two main types of belt conveyors:
- For bulk materials, such as coal, salt, grain, ore, and sand

- For general materials, such as boxes, solid items, and packages
Belt conveyors are not used only in industrial settings. They also transport luggage at airports, food at restaurants (such as sushi conveyor belts), and even skiers at mountain resorts. Belt conveyors can also be enclosed to prevent loss of material and contamination.
Bucket Elevators
Bucket conveyors move flowable bulk materials (grain, fertilizer) upwards in multi-sided containers. The most significant downside of bucket elevators is that they have a lot of moving parts which are difficult to maintain.
Aside from the buckets, this system also includes a belt to carry the buckets and a power source to drive the belt. It can also come with accessories for loading the buckets, receiving the discharged material, and similar.
These conveyor systems have low driving power and are therefore quite efficient. However, bucket elevator components require high maintenance expenses, and the equipment is challenging to clean.
Cable Conveyors
Cable material handling systems include a cable, usually one made of stainless steel. If they are enclosed, tubular cable conveyors minimize contact with food materials and preserve material integrity. To transport the material, solid discs are attached to the cable. They push the material through the tube.
Cablevey tubular cable systems have low energy consumption because their motors are typically 5 HP (up to 7.5 HP). They can move material at angles, vertically, horizontally, or in tight sweeps. They have removable parts, making them easy to maintain.
The main advantage of tubular cable systems is that they eliminate the factor of material degradation. They provide a dust-free environment and allow for consistent blending. They are ideal for the following materials:
- Nuts
- Snack foods
- Pet food
- Breakfast cereal
- Coffee
- Frozen food
- Specialty seeds
- Beans
- Powders
- Biomass
- Fluff plastic
- Industrial hemp, and more
Chain Conveyors
These conveyors are made from an endless chain supported by sprockets. Chains can have special attachments to them for carrying specialty loads.
Transporting heavy loads is the main use of chain conveyors (very wide or very long items such as pallets, industrial containers, and grid boxes). In the automotive industry, chain conveyors transport vehicle parts through paint plants. They can also be found in the pharmaceutical industry.
The difficulty with chain conveyors is that the sprockets need frequent replacement, which leads to prolonged downtime. Chains themselves are easy to maintain since individual links can easily be replaced. However, they are not easy to clean. They are not suitable for fine, powdered materials because they can accumulate in the links and lead to the breeding of bacteria.

These systems also require a lot of power consumption.
Pneumatic Conveyors
There are four basic components to a pneumatic system:
- An air source
- A material feeding device
- A conveyor line
- An air-material separator
Pneumatic conveyors are great for moving dry bulk materials through a vacuum (negative conditions) or air pressure (positive conditions).
They transfer material through a tube (fully enclosed line) that reduces the chances of material loss.
Fine, dry powders that are fluidizable are the best materials for pneumatic conveyors. Granular or pelletized materials are also acceptable. Here is what you can transfer via these systems:
- Sugar
- Coal fines
- Starch
- Wheat flour
- Sands
- Food products
- Metal powders, and more
The advantages of air pressure or vacuum conveyors are that they require low maintenance and are flexible. Unfortunately, they are not the most energy-efficient. They also significantly damage delicate material – up to 10% of the conveyed product can be damaged by this system.
Conclusion
An industrial facility would not be able to function efficiently without material handling equipment. Conveyor systems can be found everywhere: in the chemical, pharmaceutical, automotive, aerospace, mining, bottling and canning, printing, packaging, and many other industries. A reliable system for transporting products and materials inside a distribution center or production facility is crucial for industrial processes.
An industrial conveyor needs a power source to drive it. This can be electricity, gravity, or it can be manually driven. It can have a range of different modes of material handling, such as belts, rollers, buckets, cables, chains, etc. An industrial conveyor system also needs a support framework and controls for turning it on and off, adjusting its options, and potentially stopping it entirely in an emergency.
Conveyors are not only beneficial for moving materials but also for storing and buffering them. Special types can also sort items.
The most prevalent conveyor types are:
- Aero-Mechanical
- Auger (Screw)
- Belt
- Bucket
- Cable
- Chain
- Pneumatic
To choose the right one for your company, you need to take into account several factors: what materials you're transporting, the floor space available, how much money you're willing to spend on power consumption, whether your conveyor will be a part of any assembly lines, how vital material integrity is to you, and so on.
Designing the right conveyor layout can be an arduous task. If you'd like some help and are interested in tubular cable conveyors, why not reach out to Cablevey, a conveyor system manufacturer. Our experts will be glad to meet your business needs and help you lead your organization into the future of conveying technology!
Source: Cablevey Conveyors
You could be interested: Mobile 'Smart Cart' Automates Food Conveyor CIP for Pet Food Manufacturers

Conveying Systems

29/08/2023
New German test facility allows processors to try solutions before they buy
Events

Pet South America 2026
12 to 14 August, 2026
São Paulo Expo, Brazil
https://petsa.com.br/

Pet Fair Asia 2026
19 to 23 August, 2026
Shanghai, China
https://en.petfairasia.com/

CIPAL 2026
23 to 24 September, 2026
Buenos Aires, Argentina
https://cipal.com.ar/?lang=en

PETZOO Eurasia
07 to 10 October, 2026
İFM- İstanbul Expo Center
https://petfuari.com/en/

SINPET 2026
15 to 16 October, 2026
Porto Alegre, Brazil
https://www.instagram.com/sinpet2026/

FIGAP 2026
21 to 23 October, 2026
Guadalajara, Jalisco, Mexico
https://figap.com/

Pet Fair South East Asia
28 to 30 October, 2026
Bangkok, Thailand
https://petfair-sea.com/

All Pet Food Day
25 November, 2026
Guayaquil, Ecuador

ZOOMARK 2027
11 to 13 May, 2027
Fair District
https://www.zoomark.it/en/
Advertising

















