


Kse Process Technology B.V
http://www.ksegroup.com/es
Kse Process Technology B.V
About the company
Partner in optimizing production processes
Increasing complexity forms the biggest challenge for animal nutrition manufacturers; more recipes, a growing number of ingredients, additions that are difficult to dose and higher quality standards contribute to this trend.
For over 50 years, KSE has been supplying future proof solutions to stay ahead of the trend in the form of modular machinery and smart software that fit together perfectly. We create flexible processing solutions that enable a responsive production process. Automation, accuracy and contamination control are at the basis of our future-proof innovations. Our aim is to not only improve the production process, but also to make a significant contribution to increasing margins and achieving targets.
Together we create the solutions with the best results!
Products




Company News
 Dosing
Dosing
1+ MIN
10/07/2025
Challenges in Batching in Animal Nutrition Plants
Batching is a critical process in the manufacturing of animal nutrition, impacting product consistency, efficiency, cost management, and overall quality. A proper batching 'system' (or process) ensures that raw materials are combined in the correct proportions to produce consistent, high-quality products that meet industry standards and consumer expectations. This relates to collecting and weighing all bulk, major, micro and nano ingredients and mixing them until the mix is ready for the next steps in the process. In this whitepaper, you will learn: The Critical Role of Batching: Why batching is fundamental to consistent product quality, cost control, and operational efficiency in animal nutrition plants. Key Industry Challenges: Insights into ingredient variability, labor shortages, and manual errors that impact production in feed, pet food, and premix manufacturing. Automation and Smart Systems: How advanced batching systems, including feeders, weighers, and control software, improve accuracy, flexibility, and traceability. Best Practices for Optimization: Actionable strategies for reducing downtime, improving mixing efficiency, and maintaining compliance with regulatory standards. Cost of Poor Batching: A breakdown of the hidden costs - from waste and recalls to brand damage - and how proper systems mitigate these risks. Click here to download it Source: KSE Group
 Dosing
Dosing
3+ MIN
10/09/2024
Innovating together: A new development for the premix pet food industry
The customer's choice of the CS-WP solution An American-based customer of KSE, operating in the premix industry, selected the CS-WP solution due to an urgent need to optimize space utilization in their production facility. This innovative solution enabled them to save significant vertical space, with reductions of 4 to 5 meters compared to a conventional weighing system. Additionally, the CS-WP system offers direct separation of contaminants for all raw materials, ensuring the entire facility remains free from contamination. Another customer in Spain, a leading manufacturer in the food additive industry, has also expressed interest in the CS-WP solution because of their stringent contamination control requirements. The CS-WP system allows macro ingredients to be safely transported in dedicated containers, ensuring clean and flexible distribution to three separate mixing lines. Exploration of market-based alternatives The customer explored two alternative solutions. Initially, a traditional pneumatic conveying system was considered but dismissed due to hygiene issues and excessive energy consumption. The second option involved a container concept relying on AGVs (Automated Guided Vehicle). Ultimately, KSE's CS-WP concept emerged as the most fitting and seamlessly integrable solution, enabling the maintenance of the desired compact building height. Future expansion and developments The client positions the CS-WP project as the ''Next Generation Plant'', hinting at the possibility of establishing future plants based on the same concept. This marks the inaugural joint project for the Spanish customer and KSE, with aspirations to extend this concept to other facilities, thereby assuming a pioneering role in the Spanish food additive industry. A breakthrough solution The CS-WP emerged as a groundbreaking weighing solution within the ACT (Automatic Container Transfer) framework, renowned for its internal transport capabilities. Manufacturers are seeking space-saving solutions in their plants while aiming to achieve minimal contamination by dispensing products directly into containers. Tailored to accommodate a wide dosing range, this solution stands out for its versatility. Intensive development process The concept promptly resonated with our customers' needs and industry demands, particularly in sectors like premix and pet food. The development process of the CS-WP entailed tackling several design challenges, such as achieving optimal balance in the setup. With dimensions of approximately 1.5 meters x 1.5 meters and a height of 5 to 6 meters, this resulted in a column four times as tall as it is wide. This configuration posed potential tipping hazards, especially when the system was in motion while carrying weight at the top. To prevent this, rollover safeguards were implemented, and extensive testing was performed. Another crucial aspect involved a meticulous examination of the system's extraction process. Customers typically invest in an ACT system to maintain a pristine working environment with minimal contamination. However, if dust escapes through open joints during each movement, this objective is compromised. Moreover, the extraction process must not interfere with the weighing signal during the dosing process, ensuring that accuracy is not compromised. Following extensive consultation and collaboration with suppliers, multiple concepts were devised and executed by the mechanical, electrical, and software teams. Presently, two variants are available: one where dust from the filters returns with the product, minimizing contamination but ensuring all product accompanies it through processing, and another where dust extraction directs waste to a remote unloading point, eliminating contamination but resulting in waste. The selection between these variants depends on the customer's specific needs and requirements. The operational phase During the implementation phase of industrial solutions, addressing technical challenges is only part of the equation; understanding real-world usage is equally vital. Hence, KSE engages its service department from the beginning of a project to ensure that aspects, such as cleaning positions, accessibility, and installation safety are meticulously accounted for. This approach establishes a robust groundwork for a successful project, enhancing both efficiency and safety. By: KSE Process Technology Source: All Pet Food Magazine
 Dosing
Dosing
2+ MIN
29/08/2024
Great News: Josera Integrates KSE’s Cutting-Edge ALFRA Technology
We are pleased to share the installation of several advanced ALFRA machines at the Josera petfood factory, a member of the ERBACHER the food family group. In addition to our renowned ALFRA dosing and weighing systems and a movable bulk mixer for finished products, the scope includes our Automatic Contrainer Transfer (ACT) system.
Our ACT systems fit perfectly with Josera's commitment to innovation, quality and sustainability. They further streamline their internal transfer processes, increase efficiency and precision in their operations, and maintain contamination-free processes.
To ensure seamless integration and optimum performance, in addition to supervision, commissioning, training is provided by one of our own Bartosz Piechota who is on site on a regular basis.
This project is being carried out with industry partners H. Wolking Mühlen- und Maschinenbau GmbH & Co. KG and Intermont construction to achieve the desired plant for Josera.
Together, we're driving innovation, quality and sustainability in the animal nutrition and pet food industries, and our shared commitment to common values ensures precision, efficiency and environmentally friendly practices.
We are excited about the future and the opportunities that this new plant will bring Josera. The successful integration of KSE Group's advanced machinery is a testament to the strength of our partnership and our shared dedication to excellence. As construction continues, we look forward to providing further updates and sharing our progress with you.
Follow us HERE, for more detailed information about the individual machines and solutions implemented in this project and how they might benefit you.
Source: KSE Process Technology
 Manufacturing Process
Manufacturing Process
4+ MIN
21/05/2024
KSE commissions new container shuttle system for premix production
We are talking with Dennis van Lankeren, Business Unit Manager ALFRA, and Bas Versluis , Head of Sales at KSE. Bas: ''The ALFRA Automatic Container Transfer (ACT) consists of a modular portfolio based on containers that provides process flexibility and minimal contamination. The system uses container shuttles (CS) to transfer products and components without contamination. The WP addition clarifies that in addition to internal transfer, the system has also integrated dosing and weighing.'' Lower building height and higher silos Transfer by way of containers is not new for ALFRA, but combining this with dosing and weighing is. Dennis adds: ''Until recently, when silos were located at the top of the plant with a dosing installation, it was necessary to place a scale underneath to dump the correct amount into the movable container. With the CS-WP system, ''moving'', ''dosing'' and ''weighing'' have been added to its functionalities. This means an extra weighing system, that would require extra height, can be eliminated. In other words: the plant can be constructed with a lower building height or the new available height can be used to build higher and larger silos." Carriers and macros In the premix production process, the CS-WP system is suitable for larger components, such as carriers and macros. Because of the drop height between the silo outlets and the scale, it is not possible with this solution to dose small quantities, such as micro components, with sufficient accuracy. These can be prepared compactly on another dosing unit that works in parallel to be picked up by the container and transferred along with the large components to, for example, the mixer. This means the full batch remains in the same container during the entire process. The customer's choice for choosing the CS-WP solution The customer in the U.S. opted for the CS-WP solution because of their urgent requirement to optimally utilize the available space in their existing facility. Integrating the system in their plant allowed them to save valuable height that would otherwise be taken up by a conventional weighing system. This resulted in height savings of approximately 4-5 meters. The fact that the CS-WP system guarantees a low contamination value was also a reason for the customer to buy this system. The other customer in Spain, who is in the feed additives industry, installed the CS-WP solution also because of the specific requirements regarding contamination control. By using the CS-WP, macro ingredients can now be safely transferred to three different mixing lines. Alternative solutions in the market Dennis explains that several alternatives were considered by both customers. One alternative involved a traditional pneumatic transfer system, but this solution turned out to be disadvantageous because of hygiene issues and high energy consumption. The second alternative involved a container concept based on AGVs (Automated Guided Vehicle), which however, is complex to pair with several parallel production lines within a plant. In the end, KSE's CS-WP concept proved to be the most suitable and integratable, and resulted in maintaining the desired compact building height. Intensive development process The development process of the CS-WP involved some challenging design issues, including balancing the setup. With a footprint of approximately 1.5 meters x 1.5 meters and a height of 5.0 to 6.0 meters, this resulted in a column four times as tall as it is wide. This created a potential toppling hazard, especially when the system moved with weight on top. To prevent this, rollover safeguards were installed. The system's dust extraction proved to be another puzzle. Customers who purchase an ACT system usually do so because of the need for a clean work environment with minimal contamination hazard. However, when dust escapes at the open joints during movement, this requirement is not met. In addition, because of accuracy, the extraction must not affect the weighing signal during the dosing process. After extensive consultation and advice with suppliers, several concepts have been worked out, hereby coordinating mechanics, electrical and software. There are not two available variants: one where the dust collected from the filters goes back into the product, which can result in minor contamination, but ensures that all the product is moved along during the process. There is also a variant in which the dust extraction is taken as waste to an external discharge location without contamination, but thus resulting in waste. The choice between these two variants depends on the customer's requirements. Application Bas concludes, ''This KSE concept finds its application mainly in the premix and pet food industry. For application in the compound feed industry, the system is generally too small and relatively expensive.'' Bas adds that the customers mentioned in this article wish to remain anonymous for the time being, but that field results will be available soon. Source: KSE Process Technology.
 Manufacturing Process
Manufacturing Process
3+ MIN
15/09/2023
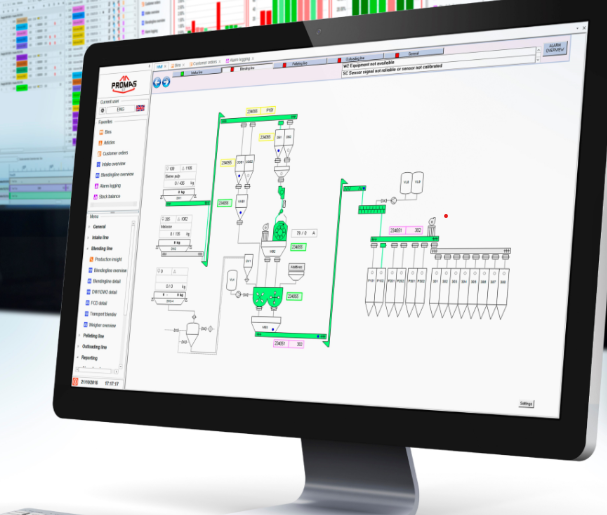
PROMAS ST, future proof automation
This process automation control system is based on years of expertise and knowledge of the production processes, in the animal feed and food industries. This means that the design has been thoroughly tested in practice. Therefore, you can be assured that the process automation system provides all the functionalities to automate business processes adequately. Of course, the design is robust and flexible, making it last as long as the machinery. PROMAS ST factory automation software is developed from the operator's point of view. KSE PROMAS ST future-proof process automation technologies grows along with a factory. Due to its flexibility, this automation solution will last for years to come. If a factory or machines must be renewed or updated, it is possible to implement adjustments with PROMAS ST process automation technologies, in small and profitable steps. Expensive investments in new automation systems are therefore a thing of the past. Small-scale activities can also benefit from PROMAS ST process automation technologies. Start small and when the system grows, the investment can be spread over a longer period. PROMAS ST process automation technologies is a flexible solution for production automation and it is ready for the future. In other words, PROMAS ST is a flexible solution for plant automation that is ready for tomorrow's challenges. How automating manufacturing processes will bring you peace of mind? KSE's PROMAS ST software for automating manufacturing processes brings performance improvements and cost benefits to the animal feed and premix/mineral industries. Nearly 50 years of KSE's specialized know-how in the animal feed industry is encapsulated in this software. This means your equipment (including third-party machines) will perform as intended and, often better than you expected. Automating manufacturing processes with PROMAS ST will get you more tons out of your production line and a better-quality product. All performance indicators can be viewed from anywhere in the world. This brings you peace of mind! PROMAS ST is also hardware and software independent, so you get a better return on investment. PROMAS ST factory automation software is developed from the operator's point of view. KSE´s aim is to create a future proof and intuitive platform that gives operators the insight and control they need to run a seamless operation. This software transforms data into visual and actionable information, so that operators can maintain a clear overview of the production process. We have automated tasks that were repetitive and made complex processes transparent with clear visuals and reports. Timely alarms ensure operators are aware of tasks that require attention and ensure you are a step ahead of potential delays. Otherwise KSE´s 24/7 remote support service is ready to tackle any problem. KSE through the years Over the years, KSE has specialized in dosing and weighing systems and smart automation software for the animal feed industry. They are clearly focused on continuous innovation, which is passed from generation to generation. Personal contact, excellent service and a passion for the powder and granulate processing industry are key. This has helped them grow from a small company to an international business with activities worldwide. KSE is celebrating its 50th anniversary. For more information, visit KSE´s website. Source: All Pet Food
 Dosing
Dosing
2+ MIN
17/03/2023
KSE ALFRA Equipments: The perfect fit for every plant
A high precision dosing and weighing system is crucial to produce quality products. KSE's ALFRA equipment has over 90 years of experience in food and related industries, ensuring optimum production flexibility in your plant while maintaining high consistency of quality and safety.
These equipments incorporate solutions to dose both macro and micro components for ingredients with different densities and flow characteristics.
Raw material dosing: Precise component measurements
The quality of animal feed essentially depends on the precision of dosage and weighing of the components of the formulation. ALFRA equipment is designed to measure each component with maximum precision.
Micro-component dosing: The most precise measurement of the smallest components
With ALFRA equipment, the smallest amounts of components are measured with extreme precision to ensure that micro-dosing and weighing are no longer the bottleneck in the factory. Automating the micro-dispensing process eliminates the time-consuming (and error-prone) task of manual dispensing, ultimately improving quality consistency, process control, and health and safety performance.
We invite you to learn about ALFRA equipment for micro-dosing:
ALFRA BDS: The ALFRA Box Dosing System is a modular and scaleable platform that is designed to completely automate the preparation of micro ingredients for animal feed production in boxes.
ALFRA FCCDxy: The FCCD safely doses rarely used ingredients that can spoil if they remain in the silo for too long. It uses unique exchangeable containers with dosing slides, giving efficient and contamination-free dosing of even small quantities of materials. Ingredients from up to 24 containers can be combined automatically.
ALFRA FCDxy: Combining high throughput with outstanding accuracy, the ALFRA FCDxy features our unique dosing slide, which ensures that dosing and weighing is no longer a factory bottleneck. Uniquely, it eliminates labor-intensive and error-prone hand dosing – and the alternative of a separate machine for small amounts – by handling from 50 gram right up to 100 kg in a single machine.
ALFRA KCD: is designed for dosing and weighing dry powders, granulates and pellets. The dosing and weighing system combines high throughput with excellent accuracy.
KSE was founded in 1973 as a small electrical installation company in the agricultural sector.
Over the years, it has specialized in dosing and weighing systems and intelligent automation software for the feed industry. They focus on continuous innovation, passed down from generation to generation. This sector is its core market. Personal contact, excellent service and a passion for the powder and granules processing sector are the keys that have allowed them to grow from being a small company to an international company with activities all over the world.
LEARN MORE about their equipment, services and solutions.
By: All Pet Food
 Dosing
Dosing
5+ MIN
30/12/2022
Dosing slide vs. screw feeder
It is a challenge to find the most optimal solution for the silo discharge system within a specific process installation. In many cases, it is a question weighing up a dosing slide against a screw feeder. To make a responsible choice, insight into the operation and qualities of both the dosing slide and the screw feeder is required. Activation The dosing slide consists of a fixed upper lower grid and an upper grid that moves back and forth during the dosing process. This ensures that the product in the silo is loosened by means of a product-friendly activation. The dosing slide moves the product without transporting it. This means that the product flows straight in a vertical direction, by use of gravity. In contrast to a screw feeder (in which the material is extruded in one direction), no energy is supplied which means no product damage or compaction occurs. The simple design of the dosing slide makes it a particularly durable discharge system. A dosing slide can be in operation for decades. Mass flow The discharge system determines, to a certain extent, the silo's geometry and therefore also the flow image of the product inside the silo. It prefers to not place the discharge system in the middle of the silo funnel, to reduce the risk of product bridging in the silo. A dosing slide generally offers a much larger discharge surface than a screw feeder. The screw feeder's discharge surface is determined by the relatively small diameter and length of the screw itself. The larger discharge surface of the dosing slide ensures an equal discharge flow where mass flow occurs in the silo (the FIFO principle). For a given storage capacity (in case of an equal funnel triangle), less building height is also required. Dosing range An important feature of the dosing slide is the enormous dynamic flow range. The ratio between the minimum and maximum flow rate is easily 1:1000 (from grams to kilograms per second), with a dosing accuracy of approximately 2 grams. With a screw feeder, the dynamic flow range is no better than 1:20. An increase in speed not only translates into an increase in capacity, but also into an increase in slippage. It is true that placing a second screw under the main screw reduces the flow to, for example, 1 % of the maximum flow, however, the investment costs for materials and especially the control system will strongly increase. In addition, starting a pull-out screw at low speed requires an extra strong motor with a frequency controller. This extra power is necessary I order to provide the breakaway torque. This requirement does not apply to a dosing slide. Dosage precision With a dosing slide, minimum dosage quantities approach 0 grams; with a dosing screw, this quantity is determined by the volume in one turn of the screw. Once the dosing screw's discharge opens a screw compartment, this compartment flows out completely. In addition, there is the risk of the product's continuing to flow (primarily if the product has the tendency to become fluid). It is, of course, possible to install a shut-off after the dosing screw for more precise dosages, but the next dosage then amounts to at least that quantity of material that the shut-off held back. By contrast, a dosing slide closes immediately and completely. The dynamic flow range results in the dosing slide's being able to provide both rapid and precise dosing. With a dosing slide/scale combination, the limiting factor to precise dosage is the scale, not the dosing slide. For this, a weigher-in-weigher can be helpful. This offers the possibility of dosing both 50 g and 100 kg from the same silo in a single batch weighing system with the precision of a few grams within flow ranges up to 5 kg. Controls A dosing slide requires a greater investment than a dosing screw, but with the deployment of six or more dosing slides under a silo block, it is cheaper than using six dosing screws with shut-offs. This is because dosing slides (whether this be 4, 6 or even 24 dosing slides) are all powered by one single hydraulic cylinder. This single cylinder activates a framework to which the dosing slides can be linked at will. The power consumption of a dosing slide is extremely low. For example, it is possible to dose up to 50 kg/second with a 3 kW motor. For this same amount of effort, a dosing screw requires at least a 25 kW motor. Furthermore, every dosing screw requires its own power unit and frequency controller. Discharge characteristics The controls for a dosing slide are more intelligent and, consequently, more complex than those of a dosing screw (for a screw, flow is proportional to RPM, within certain limits). A dosing slide, however, allows for variation in the percentage of opening, stroke length and frequency. For certain applications, the shape of the vanes can also be adjusted (more or fewer progressive openings). This allows the achievement of optimum discharge properties for the material to be dosed. Image 1: Dosing slides have a fixed lower grid and upper grid that moves back and forth during the dosing process. Image 2: A platform of dosing slides is operated by a single drive motor. Image 3: A dosing slide in operation. About KSE Partner in optimizing production processes Increasing complexity forms the biggest challenge for animal nutrition manufacturers; more recipes, a growing number of ingredients, additions that are difficult to dose and higher quality standards contribute to this trend. For over 50 years, KSE has been supplying future proof solutions to stay ahead of the trend in the form of modular machinery and smart software that fit together perfectly. We create flexible processing solutions that enable a responsive production process. Automation, accuracy and contamination control are at the basis of our future-proof innovations. Our aim is to not only improve the production process, but also to make a significant contribution to increasing margins and achieving targets. Together we create the solutions with the best results! For more information about KSE click HERE. By KSE Source: All Pet Food
 Dosing
Dosing
2+ MIN
29/04/2020
KSE Process Technology - Measures in Relation to the COVID19 virus
In relation to the COVID-19 virus, we try to support everyone who copes with these challenging circumstances and do our very best to service our customers as normal, while protecting the health of everyone involved. KSE highly values its continued 24/7 support to customers around the world. Our service employees remain available to provide remote assistance and advice as usual. However, current travel restrictions and regulations make it difficult to provide on-site support. That is why we only carry out work on location in case of emergency and only when it is possible to travel to – and work at – the plant safely. These measures will be in effect at least until April 6th, 2020; following the guidelines of the Dutch authorities. Please be informed that: We take responsibility for the health of our employees and will follow all regulations and guidelines to the best of our ability while we continue to service our clients. KSE works with local agents around the world who are often able to provide local support. These restrictions do not apply to cargo therefore, shipments will be carried out as planned. Our sales and service department will remain available by telephone, e-mail and social media. Where possible, we recommend the use of video call apps, as a temporary alternative to in-person meetings. We are always available for advice and support and aim to provide the best possible solutions and service, with the health and safety of all people as our highest priority. In case you have any questions, please do not hesitate to contact our representatives. With kind regards, Adriaan Smulders, CEO. KSE Process Technology B.V.
 Dosing
Dosing
2+ MIN
17/12/2019
KSE to further Establish Presence in US market
The push for pet food and feed manufacturers to modernize their processing facilities is behind The Netherlands-based KSE Process Technology's plans to expand the company's presence in the US. KSE anticipates corporate mergers and acquisitions along with major technological innovations and automation will contribute to demand for the company's expertise in the North American markets. ''Many of the [US] factories date back to the 1950s and 1960s and are primarily designed for bulk production. In the meantime, KSE is seeing an increasing demand in the US for specific animal feeds that can be produced in small series,' said Dennis van Lankeren, head of North American sales at KSE. 'The company therefore expects the American market to professionalize and innovate at an accelerated pace in the coming years. Large agrofood groups such as Nutreco are also becoming increasingly active in the US. This is a sign for us that substantial investments are in the pipeline.'' KSE is a technology company with a wide range of dosing and weighing machines, automation solutions and services for the global pet food and feed industry. To date, KSE's four projects in North America — three in the US and one in Canada — illuminated regulatory hurdles and unique challenges such as requirements differing from state to state, but Van Lankeren said KSE is establishing a presence in the US and getting to know the market better. 'We have already stationed a service employee in Ohio and the St. Louis region may follow soon. We are also considering setting up a local sales office so that we are even closer to the market. And in the longer term, we may have to set up a local production facility,' Lankeren said. KSE credits support from the Brabant Development Agency (BOM) in successfully making the step to North America. BOM has assisted KSE with establishing its American legal identity, meeting key business partners and developing a meaningful network in the US. Founded in 1973, KSE Process Technology is a global player in the field of dosing and weighing systems for the animal feed industry. From flour to maize, salt, vitamins and minerals, animal feed can contain up to 50 raw materials. According to the company, KSE's equipment, process lines and smart, future-proof software ensure that all ingredients end up in the finished product quickly and in the right dosage. The family business in Bladel, The Netherlands, employs around 160 people, including 20 R&D specialists. By Jennifer Semple
 Dosing
Dosing
3+ MIN
12/12/2018
Is your factory up to the task?
How demand for greater flexibility in pet food formulation requires us to improve our production process
Growing complexity
How do you cope with the countless changes in formulation driven by market demands, FDA regulations and marketing gurus? This ever-changing landscape of powders, meat inclusions and spices to feed our beloved four-footed friends? When talking about pet food formulation, we often focus on nutrition and optimisation. But what about the factories that manufacture these foods? Are they even up to the task?
Sadly, the answer is often no. While the possibilities and demands have increased
dramatically over the last decade, our factories are lagging behind. Recipes are complicated, and many ingredients must be added by hand, resulting in hard labour in dusty areas. To guarantee quality is always up to the highest standard, everything must be track and traceable, so we can know exactly where the food is produced, what went into it and when.
In short, our factories have changed from making a simple set of diets in long runs to a high complexity of formulations and processes in shorter runs, resulting in a
battle between our needs and production capabilities.
How to cope?
However, there is light at the end of the tunnel. As a specialist in dosing and weighing technology for pet food, KSE has a unique perspective on this dynamic and changing landscape and first-hand experience with developing solutions to cope with the challenges.
The company offers a robust portfolio of dosing and weighing technology, including its unique dosing slide, weigher in weigher systems, containerised systems and automation, together with a specialty blend of knowledge for the pet food, premix and feed industry, built on over 80 years of experience.
It is one of a handful of pioneering premium suppliers that have invested in new technology, building production facilities all over the world with a higher level of sanitation, track and traceability, accuracy and transparency, which it refers to as the "Factory of the Future".
Make it future-proof
Future-proof designs are here to enable the greater flexibility that is expected of a modern-day factory. For example, a dosing slide has major advantages over its well-known competitor: the dosing screw. With a much higher accuracy, higher dosing speed and larger dosing range it can easily outperform traditional systems. Furthermore, the movement of the dosing slide activates the product and reduces bridging and rat-holing.
The use of gravity, in turn, reduces power consumption, making it a greener solution and, combined with driving weighers, it achieves higher flexibility. Unique weigher-in-weigher solutions provide single gram accuracies, making it possible to dose grams up to hundreds of kilograms using the same systems.
Another major trend is containerised systems to use as a silo or to move product around the entire factory. This eliminates contamination during
transport or when exchanging ingredients and provides the ability to have multitype products for multiple species in the same lines. All this, combined with highend technology for data analysis and optimisation, enables you to process pet food like never before.
Up to the task
Look at your own process and ask yourself this: "Am I able to produce everything nutritionists think up in their
lab, accurately and traceably without contamination?" If the answer is no, you know you will have to act.
Getting your factory up to this task is not just a need, but mandatory to help your brand survive. The future truly is now.
Source: KSE Process Technology B.V.
Videos
Next videos
Next videos







